Сталь Р6М5 десятилетиями сохраняет популярность в сфере машиностроения. В арсенале каждого токаря или фрезеровщика обязательно найдется инструмент из этой марки. Все дело в особых характеристиках сплава, благодаря которым он выдерживает ударные нагрузки и отлично справляется с резанием заготовок.


Выбор инструментального сплава — это компромисс между производительностью и экономической эффективностью. Сейчас разработано множество твердых металлов с отличными эксплуатационными свойствами, но классическая марка стали Р6М5 не сдает свои позиции. Ее востребованность вызвана не только уникальной красностойкостью.
Почему сплав, стандартизированный еще в середине прошлого века, до сих пор популярен? В этой статье мы проанализируем состав Р6М5 и определим, где его применение оправдано, а когда стоит выбрать более современный и технологичный металл.
Химия сплава: расшифровка марки стали Р6М5

Р6М5 — это вольфрамо-молибденовая сталь. Расшифруем маркировку:
- Р — быстрорежущая;
- 6 — содержание вольфрама (6%);
- М5 — содержание молибдена (5%).
Полный состав Р6М5 в соответствии с ГОСТ 19265-73:
- Вольфрам (5,5–6,5%). Один из самых плотных металлов мира. Обеспечивает твердость и красностойкость.
- Молибден (4,8–5,3%). Частично замещает вольфрам. Обеспечивает высокую прокаливаемость, жаропрочность и вязкость сплава, минимизирует риск межкристаллитной коррозии.
- Хром (3,8–4,4%). Усиливает коррозиестойкость, в том числе в агрессивных щелочных и кислых средах. Повышает прочность и механические свойства металла при высоких температурах.
- Ванадий (1,7–2,1%). Формирует мелкозернистую структуру, что наделяет сплав прочностью, подходящей для высоконагруженных деталей.
- Углерод (0,82–0,9%). Снижает пластичность, повышая прочность и твердость.
- Никель (0,6%). Улучшает пластичность и износостойкость, усиливает защиту от коррозии, снижает хрупкость при низких температурах.
- Марганец (0,2–0,5%). Повышает прочность, пластичность, закаливаемость и ударную вязкость, защищает от окисления.
- Кремний (0,2–0,5%). Сохраняет механические свойства стали при высокой температуре. Его эффективность увеличивается за счет наличия хрома в составе.
- Кобальт (до 0,5%). Придает дополнительную ударопрочность и жаростойкость.
- Медь (0,25%). Отвечает за пластичность и стойкость к коррозии.
- Сера (0,025%) и фосфор (0,03%). Вредные примеси, которые попадают в сталь при выплавке.

В целом быстрорежущая Р6М5 обладает оптимальным соотношением эксплуатационных характеристик и стоимости. Ее состав обеспечивает ей высокие режущие свойства. Главные преимущества сплава — красностойкость (до +620°C), износостойкость и ударная вязкость.
Если говорить без академических формулировок, Р6М5 ценна прежде всего тем, что «держит рез» там, где обычная инструменталка уже поплыла. Это рабочая лошадка. У нее хороший баланс: твердость после термообработки 63–66 HRC и при этом достаточная вязкость, чтобы инструмент не сыпался на первом же ударе. Плюс красностойкость — режущая кромка не теряет твердость при нагреве в зоне резания. Для производства это означает стабильность: меньше переточек, предсказуемый ресурс, понятное поведение в серии.
Механические свойства: почему Р6М5 считается инструментальной
| Твердость | 63–66 HRC |
| Предел прочности на изгиб | 3200–3600 МПа |
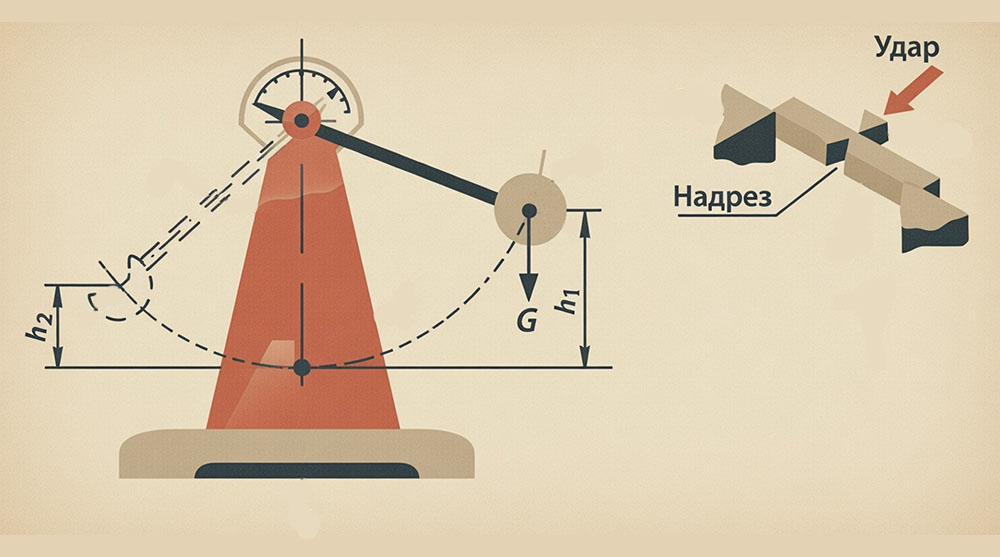
| Ударная вязкость | 25–35 Дж/см2 |
| Плотность | 8,2 г/см3 |
Твердость стали после термообработки остается достаточной для реза конструкционных металлов, но при этом не достигает порога хрупкости, характерной для кобальтовых сплавов. Металл с более низкой твердостью (ниже 62 HRC) быстрее деформируется, а при твердости выше 67–69 HRC — становится хрупким и менее стойким к вибрациям.
Ключевой характеристикой сплава остается высокая красностойкость. Это температура, при которой сталь сохраняет твердость в разогретом состоянии. Инструмент из Р6М5 способен оставаться жестким даже при высоких скоростях резания. К примеру, сталь 9ХС становится пластичной при температуре более +260°С и подходит для работы только на малых скоростях.
Титановые покрытия (TiN, TiCN, TiAlN) повышают стойкость инструмента в 2–3 раза и увеличивают допустимую рабочую температуру без потери твердости. Еще больше продлить ресурс оснастки поможет правильно подобранная СОЖ.
Достаточно высокий предел прочности на изгиб защищает сплав от хрупкого разрушения. Инструмент может деформироваться в пределах упругости под нагрузкой, не ломаясь.
Долговечность инструмента из стали Р6М5 обеспечивается высокой ударной вязкостью. Благодаря равномерному распределению карбидов его режущая кромка не выкрашивается при ударах, например, при работе фрезы по прерывистой поверхности.
При обработке Ст20 сверлом Ø10 мм стойкости сплава Р6М5 хватит на 50–80 отверстий, а при работе с алюминием Д16Т сверлом Ø6 мм — на 300–400 отверстий.
Сплав обладает неплохим сопротивлением смятию. Этот показатель важен для протяжек и метчиков. Высокое сопротивление смятия обеспечивается твердостью сплава — на оба этих свойства ориентируются технологи при выборе инструментальных материалов.

Технология термообработки: управление структурой сплава

Термообработка Р6М5 осложнена ее склонностью к обезуглероживанию — уменьшению содержания углерода в поверхностных слоях металла. Это делает сплав менее прочным и твердым, непригодным к изготовлению режущего инструмента.
Для Р6М5 обязателен ступенчатый нагрев — сначала преднагрев (обычно в районе 450–500 °C), затем второй подогрев порядка 850–900 °C, и только потом выход на закалочную температуру примерно 1210–1230 °C. Перегрев — главный враг: зерно поползет, кромка станет хрупкой. Охлаждение — масло или соль, в зависимости от оснащения. После закалки — трехкратный отпуск при 540–560 °C. Именно трехкратный, иначе остаточный аустенит даст сюрпризы по размеру и по ресурсу.
Этапы закалки:
- Ступенчатый нагрев стали марки Р6М5 до +500°С, а затем до +860°С до полного прогрева сечения.
- Выдержка 1,5 минуты при +1230°С (7–10 сек на 1 мм толщины заготовки).
- Охлаждение в соляной ванне или масле, а затем на воздухе.
- Троекратный отпуск при температуре +560°С с выдержкой по 1,5 часа и охлаждением до комнатной температуры.
Важно точно соблюдать температурный режим: при недогреве появится большое количество нерастворимых карбидов, а при перегреве зерно стали будет слишком крупным.
Закаленная сталь содержит большое количество остаточного аустенита, который снижает твердость. Чтобы перевести его в мартенсит, применяют многократный отпуск. Сплав приобретает максимальную (вторичную) твердость и красностойкость после трехкратного отпуска. Это объясняется распадом остаточного аустенита.
Важно обеспечить защиту от обезуглероживания. Для крупносерийных производств и изделий простых форм подойдут солевые ванны с цианистым натрием, феррокремнием, карбидом кремния или бурой, для сложного фасонного инструмента — вакуумные печи. Последние относятся к более совершенному и современному методу термообработки — это оборудование не вызывает обезуглероживания и окисления, обеспечивает стабильность свойств обрабатываемых деталей и не допускает налипание загрязнений.
С термообработкой Р6М5 особых проблем нет, если соблюдать режимы охлаждения. Основная проблема — это получение сырой мягкой заготовки для первоначальной обработки резанием, т. к. даже при остывании на воздухе происходит закалка материала.
Другие свойства сплава:
— Практически не поддается сварке.
— При работе с СОЖ прекрасно работает по поковочной корке (например, копировально-токарная обработка кулачковых валов).
— Более вязкая и стойкая к ударным нагрузкам, чем Р18.
Это все с позиции гендиректора машиностроительного завода, исходно советского токаря 4 разряда и краснодипломного инженера-технолога по специальности 0501 — металлорежущие станки и инструменты и обработка металлов резанием.
Сфера применения: целевой выбор и ограничения

Основное назначение сплава Р6М5 — производство сверл, фрез, метчиков, плашек, протяжек и разверток. Они подходят для обработки следующих металлов:
- легированных и углеродистых сталей;
- серого чугуна;
- цветных сплавов.
Режущие инструменты из стали Р6М5 подходят для работы без экстремальных вибрационных нагрузок, со средней и высокой скоростью реза. Они отличаются предсказуемым износом, что важно для автоматизированного производства, а также отличной шлифуемостью.
Прямой зарубежный аналог Р6М5 — HSS/M2.
Классика из Р6М5 — сверла, метчики, развертки, фрезы, протяжки, резцы. Особенно хорошо показывает себя на универсальном инструменте по конструкционным и легированным сталям средней прочности. Максимальные эксплуатационные свойства проявляются у правильно изготовленного режущего инструмента с грамотной геометрией и термообработкой. Если термичка «хромает», никакая марка не спасет. Из практики: качественно закаленный метчик из Р6М5 спокойно работает по 40Х и 45 без преждевременного выкрашивания, если режимы резания адекватные.
Сплав не способен обрабатывать абразивные материалы или стали твердостью выше 45 HRC. Здесь его стоит заменить высокованадиевыми версиями Р6М5Ф3 или Р6АМ5Ф3. Они более устойчивы к выкрашиванию кромки и рассчитаны на тяжелые условия эксплуатации.
| Р6М5Ф3 | Р6АМ5Ф3 | |
| Отличия в составе от Р6М5 | Повышенное содержание ванадия (около 3%) | Повышенное содержание ванадия (около 3%) и легирование азотом |
| Твердость | 64–66 HRC | 64–67 HRC |
| Износостойкость | Высокая | Максимальная |
| Вязкость | Средняя | Высокая |
| Шлифуемость | Низкая | Средняя |
Быстрорежущий сплав Р6М5 проигрывает и более твердым ВК8 (до 88–90 HRA) и Т15К6 (90–92 HRA). Первый сплав относится к жаропрочным и используется для обработки нержавейки и чугуна. Марка Т15К6 используется для конструкционных сталей (Ст3, Ст20, Ст30, Ст45). Для тяжелого прерывистого резания стоит выбрать сплав с кобальтом Р6М5К5 — он более вязкий, износо- и красностойкий (до +640°C), подходит для работы с нержавейкой и титановыми сплавами. Его минус — повышенная хрупкость и меньшая стойкость к ударным нагрузкам.
Основная сфера применения стали Р6М5 — монолитный перезатачиваемый режущий инструмент для нетермообработанных материалов: спиральные сверла, метчики, плашки, мелкие фрезы, резцы (особенно фасонные), протяжки и т.п.
Р6М5 крайне редко применяется в подшипниках качения. Для ножей она излишне сложна в термообработке, в промышленности, например, для резки пакетов бумаги, чаще применяют ножи из ШХ15.

Экономическое обоснование: выгодна ли Р6М5

Сейчас Р6М5 активно используется в машиностроении. Его производство полностью локализовано, а это значит, что отечественные предприятия не столкнутся с дефицитом. Кроме того, российская сталь зачастую превосходит бюджетный импорт по качеству состава. В зарубежных аналогах HSS/M2 часто можно обнаружить избыток серы или недостаток молибдена, в результате чего поведение металла становится менее предсказуемым. На практике может оказаться так, что импортный сплав, стоивший на 40–50% дешевле, придет в негодность в 3–4 раза быстрее.
Р6М5 экономит деньги на участках с неидеальной жесткостью оборудования. За счет высокой прочности и ударной вязкости сталь выдерживает вибрации и ударные нагрузки. Кромка дорогого и твердого сплава в этих условиях быстро раскрошится.
Хвостовик режущего инструмента делают из Ст45, а рабочую часть — из Р6М5: это снижает его стоимость на 30–40%.
Еще один фактор, который сокращает стоимость владения Р6М5 — ремонтопригодность. Изношенную фрезу можно затачивать до тех пор, пока хватает длины рабочей части. А после окончательной поломки инструмент можно сдать на переработку и вернуть часть средств в бюджет.
Р6М5 — основной металл для стандартных задач по стали и чугуну. Он идеален для серийного производства, где важен баланс стоимости и стойкости.
Сталь Р6М5 — проверенный временем материал с предсказуемыми свойствами. Благодаря сочетанию красностойкости, прочности, износостойкости и доступной стоимости он не находит достойных аналогов уже около 100 лет.
Знания о физико-химических свойствах сплава помогают технологу правильно выбирать материал для режущего инструмента без потери качества обработки. Р6М5 закрывает до 80% задач по обработке чугуна и стали в серийном производстве. Однако стоит помнить, что даже самый качественный быстрорез теряет свои свойства при неправильной заточке, поэтому соблюдение геометрии и чистоты кромок — это важное условие для реализации полного ресурса стали.