Грамотная обработка металла до Sa 2,5 гарантирует отличную адгезию покрытий без лишних трат. Поверхность становится чистой с равномерной шероховатостью, идеальной для заполнения грунтом микронеровностей. Рассказываем о технологиях и проверках, чтобы конструкции служили десятилетиями.

Коррозия — главный враг долговечности промышленных металлоконструкций. Основная линия защиты — тщательная абразивоструйная обработка, которая обеспечивает 80% успеха в борьбе с разрушением металла. Без нее любое покрытие не выдержит и пары сезонов.
Степень очистки Sa 2,5 и контроль по стандарту обеспечивают прочное сцепление и сводят риск отслаивания почти к нулю. Такой уровень работ продлевает срок службы металлоконструкций до 20 лет и заметно снижает расходы на обслуживание. Владелец получает стабильную эксплуатацию без простоев и непредвиденных затрат.
По международным требованиям Sa 2,5 — это «почти белый металл». С поверхности должны быть удалены все видимые следы ржавчины, окалины и старой краски. Разрешены лишь легкие пятна, не превышающие 5% площади. Они не влияют на сцепление с грунтом и обеспечивают идеальную базу для долговечной защиты металла.
Параметры Sa 2,5 в деталях

После качественной очистки до степени Sa 2.5 металл приобретает равномерно матовую поверхность без видимых наслоений. Абразивоструйная обработка удаляет окалину, ржавчину и старое лакокрасочное покрытие, оставляя только легкие «тени» или бледные пятна от плотно приставших частиц. Такие следы допустимы, если они не имеют объема, не отслаиваются и не мешают сцеплению покрытия с основой.
Sa 2.5 не требует идеально белого металла, как Sa 3. Попытка добиться идеального блеска на рядовых металлоконструкциях приводит к перерасходу абразива, потере времени и риску деформации тонкостенных деталей. В условиях промышленного производства это увеличивает себестоимость, но не улучшает долговечность покрытия.
Основная задача подготовки — создать правильный якорный профиль. Оптимальная шероховатость Rz 30–75 мкм формирует рельеф, за который краска прочно «цепляется», заполняя тысячи микропор. Благодаря этому покрытие не отслаивается даже при вибрациях и нагрузках.
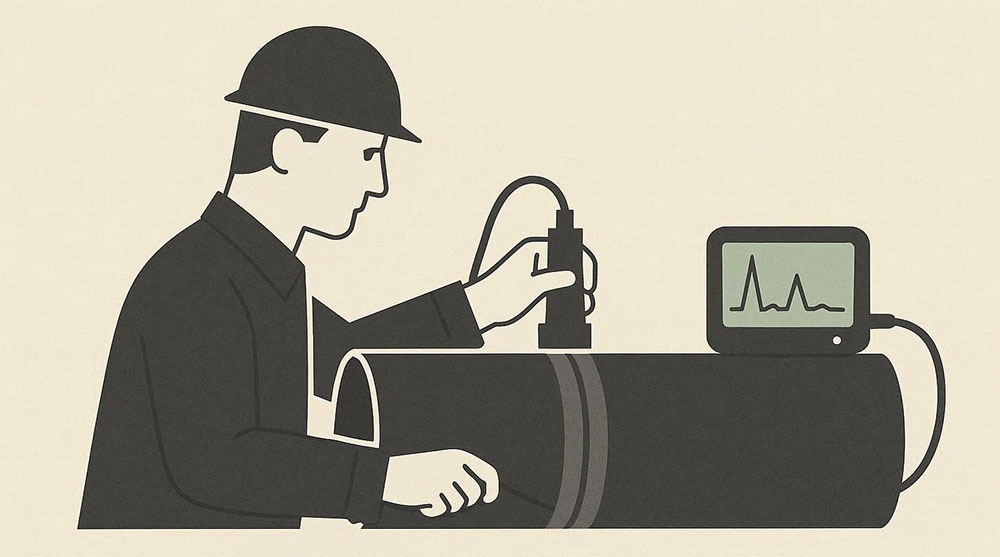
При соблюдении профиля защита служит до 15–20 лет. Для контроля шероховатости в соответствии с ISO 8503-1:2012 используются визуально-тактильные компараторы — эталонные пластинки. Они позволяют точно оценить нужный рельеф.
Экономические преимущества выбора Sa 2,5
В промышленной антикоррозийной защите подготовка поверхности — это 80% успеха всей системы. Выбор степени очистки по ISO 8501-1 во многом определяет и смету, и срок службы конструкции до первого ремонта.
Sa 3 — абсолютная чистота
Степень Sa 3, или «чистый белый металл», требует безупречной очистки — на поверхности не должно остаться ни малейших следов загрязнений. После обработки сталь выглядит равномерно блестящей. Такой уровень подготовки выбирают для объектов в экстремальных средах: морских вышек, химических резервуаров или атомной энергетики. На практике Sa 3 обходится на 30–50% дороже уровня Sa 2,5. Причина — большой расход абразива и увеличение времени струйной обработки. Есть и другой минус: «белый металл» очень чувствителен к перепадам влажности и может покрыться коррозией еще до нанесения первого слоя грунта.
Давайте знакомиться
Наш Telegram-канал — это живой блог, где пишет вся команда проекта. У постов есть авторы, и эти авторы будут рады вашим комментариям.
Sa 2 — рискованная экономия
Это тот уровень очистки, который на первый взгляд кажется достаточным. По стандарту можно оставить небольшие участки окалины или ржавчины, если они крепко держатся и не снимаются шпателем. Для объектов с коротким сроком службы или конструкций внутри сухих помещений это приемлемо. Но в промышленном секторе такая экономия выходит боком: оставшиеся под слоем краски микроскопические очаги провоцируют подпленочную коррозию. Уже через пару лет покрытие теряет вид, а экономия на подготовке превращается в расходы на переделку.
Sa 2,5 — рациональный баланс
Уровень Sa 2,5 — выбор тех, кто ценит качество и здравый смысл. Поверхность после обработки выглядит чистой, без окалины, старых слоев краски и ржавчины. Небольшие пятна или полосы в виде теней возможны, но они не влияют на адгезию.
Такая подготовка обеспечивает 90–95% от максимально возможного срока службы лакокрасочного покрытия. Одновременно создается необходимый микрорельеф для прочного сцепления грунта с металлом. При этом стоимость остается почти на уровне Sa 2, а надежность приближается к Sa 3.
Sa 2,5 позволяет не переплачивать за идеальную чистоту и гарантирует, что мост, судно или опора ЛЭП выдержат десятилетия без следов коррозии.
Sa 2,5 — это не просто стандарт, а настоящая гарантия того, что покрытие прослужит долгие годы. Для большинства промышленных объектов, таких как мосты, трубопроводы или цеховое оборудование, сочетание Sa 2,5 с эпоксидной системой обеспечивает защиту от коррозии на 10-15 лет. Конечно, для морских платформ или химических резервуаров, где среда особенно агрессивная, может потребоваться Sa 3, чтобы обеспечить максимальную адгезию. А для внутренних помещений или временных конструкций вполне подойдет Sa 2.
Сравнение стандартов ISO 8501-1 и ГОСТ 9.402-2004

В российской практике металлообработки одновременно действуют два стандарта подготовки поверхности: отечественный ГОСТ 9.402-2004 и международный ISO 8501-1, принятый в РФ как ГОСТ Р ИСО 8501-1-2014). ГОСТ чаще используют государственные предприятия. Он регулирует не только степень чистоты, но и химические параметры, включая степень обезжиривания. ISO 8501-1 стал основным для коммерческих заказов, где применяются современные лакокрасочные материалы.
Оба документа во многом похожи: они ограничивают количество допустимых загрязнений, а оценка проводится «на глаз». Основное различие — в «логике» шкалы. В системе ISO качество растет от Sa 1 до Sa 3, где Sa 2,5 означает сверхтщательную очистку. В российском стандарте иерархия обратная: первая степень — максимальная, а четвертая — грубая первичная обработка.
Различаются и инструменты контроля. ISO 8501-1 опирается на фотоэталоны, чтобы мастер мог сравнить свою деталь с образцом на снимке. ГОСТ же дает текстовое описание того, что должно быть видно под шестикратной лупой или невооруженным глазом.
Таблица соответствия степеней очистки по ISO 8501-1 и ГОСТ 9.402-2004
| ISO 8501-1 | ГОСТ 9.402-2004 | Уровень очистки и визуальные критерии |
| Sa 3 | 1 степень | Максимальный: металл абсолютно однородного цвета. |
| Sa 2,5 | 2 степень | Очень тщательный: допускаются только бледные пятна и полосы. |
| Sa 2 | 3 степень | Тщательный: плотно сцепленная окалина остается на месте. |
| Sa 1 | 4 степень | Поверхностный: удалены только рыхлые слои и грязь. |
Степень Sa 2,5 считается «золотым стандартом»: поверхность получается чистой, покрытие — стойким, а расход абразива — умеренным. По уровню чистоты Sa 2,5 почти совпадает со второй степенью ГОСТ. Этот вариант выбирают в большинстве случаев как надежный и экономически оправданный.
Инженерные подходы к реализации Sa 2,5

Технологии очистки
Абразивоструйная очистка
Для получения степени очистки Sa 2,5 чаще всего выбирают абразивоструйный метод — пескоструй или дробеструй. Поток сжатого воздух разгоняет частицы до огромных скоростей и эффективно сбивает прокатную окалину и слои въевшейся коррозии. В итоге получается визуально чистая сталь с легким оттенком, где допускаются лишь едва заметные тени или полосы. Индекс Sa (от английского sand — песок) относится именно к сухому бластингу, но для простоты термин используют и для других технологий.
Гидроабразивная очистка
Гидроабразивная обработка — смесь воды и абразива — выручает в закрытых помещениях или на объектах с жесткими экологическими нормами. Вода полностью подавляет пыль и отлично вымывает из микротрещин металла агрессивные соли. Но после такой очистки сталь остается влажной и химически нестабильной. Чтобы защитить металл от появления вторичной ржавчины, используют ингибиторы коррозии или ускоряют сушку, сразу нанося слой грунта.
Механическая очистка
Механизированный инструмент — диски, щетки, игольчатые пистолеты — по стандартам обеспечивает степени очистки St 2 или St 3. Вот только вручную получить равномерную шероховатость почти невозможно: струйная обработка дает куда более стабильный результат. Поэтому механику используют в основном для локальной подкраски или обработки труднодоступных стыков, где громоздкое сопло не развернется.

Факторы, которые влияют на качество обработки
Подготовка
Перед бластингом поверхность обязательно очищают от масел и жиров. Если пропустить этап обезжиривания, абразив не удалит загрязнения, а наоборот, «впечатает» грязь в металл. В результате краска позже начнет отслаиваться. Также на сложность работы влияет исходное состояние стали — с нового листа (степень А по ГОСТ 9.402-2004) окалину убирают быстро, а старый металл с глубокой язвенной коррозией (степень D) требует гораздо больше времени и усилий.
Абразив
Тип абразива влияет не только на достижение чистоты Sa 2,5, но и на себестоимость работ, итоговую шероховатость и долговечность покрытия. Купершлак и никельшлак с их острыми гранями быстро счищают загрязнения и создают отличный профиль для адгезии краски. Минус в том, что шлаки сильно пылят и быстро разрушаются.
Для обитаемых камер экономически выгоднее использовать стальную колотую дробь. Она работает по принципу многоразового резца, обеспечивая стабильную шероховатость без лишней пыли. При работе литой сферической дробью поверхность получает наклеп (упрочнение), но процесс очистки до Sa 2,5 замедляется: сферы скорее «выбивают» загрязнения, чем срезают их. Оптимальный результат дают смеси колотых и литых фракций — такое сочетание предотвращает появление глубоких кратеров и удержание в них следов коррозии.
Давление и производительность компрессора
Сила удара каждой частицы абразива определяется параметрами сжатого воздуха. Для качественной подготовки металла нужно поддерживать давление на сопле в пределах 6,5–7 бар. При дефиците давления зерна рикошетят и не снимают окалину. При слишком сильном напоре абразив быстро крошится в пыль и расходуется впустую. Оптимальное давление создает плотный поток, с которым оператор обрабатывает деталь ровно и без лишних усилий.
Квалификация оператора
Квалификация пескоструйщика связывает параметры в устойчивый технологический процесс. Опытный специалист по звуку и виду факела понимает поведение абразива, вовремя замечает износ сопла или скачки давления. Мастер выдерживает правильный угол атаки — от 60 до 90 градусов — и дистанцию, чтобы не деформировать тонкие листы и не оставить огрехов. В финале работ оператор обязательно проводит обеспыливание.
Главное в этом процессе — системный подход. Важно правильно выбрать абразив: я рекомендую стальную дробь G40–G50, не стоит экономить на песке. Давление должно быть в пределах 6–7 бар, использовать сопло №5–6 и держать угол 70–90 градусов. Контроль качества обязателен: используйте компараторы по стандарту ISO 8501-1 и профилометр для проверки шероховатости Rz 50–70 мкм. Грунтовку нужно наносить не позднее чем через 4 часа после очистки.
Контроль качества: как не допустить брак

Приемка очистки по стандарту Sa 2,5 строится на трех независимых методах.
Визуальный осмотр
Основной метод — визуальное сравнение с фотоэталонами по ISO 8501 или ГОСТ Р ИСО 8501-1. Чтобы обнаружить дефекты, важно создать правильные условия: интенсивность света должна быть не ниже 500 люкс — такая, как в операционной. Лупа с пятикратным или десятикратным увеличением помогает заметить микроскопические очаги коррозии, которые могут в будущем разрушить покрытие изнутри.
Профиль шероховатости
Контроль профиля, выраженного параметром Rz, показывает высоту пиков и впадин, которые формируют площадь сцепления покрытия с поверхностью. Для степени очистки Sa 2,5 обычно требуется профиль от 30 до 75 мкм.
Для замера используют компараторы или электронные профилометры. При слишком низком профиле краска не удержится и сползет «чулком». При слишком высоком — острые пики металла «проткнут» слой грунта, и появится точечная ржавчина. Параметры шероховатости должны соответствовать технологическому регламенту на конкретную систему окраски.
На одном из проектов на ОАО «БЭЗ» в Белоозерске мы через технологическое бюро внедрили чек-листы, инструкции и систему контроля качества, что позволило снизить брак на 15-30%. Важно, чтобы техническое задание четко прописывало степень очистки, тип абразива и методы контроля.
Контроль адгезии
После нанесения и сушки защитного покрытия наступает самый ответственный этап — проверка сцепления. Чаще всего используют метод решетчатого надреза по ГОСТ 31149-2014 (ISO 2409:2013). Специальным ножом прорезают слои до металла, затем наклеивают и отрывают ленту, чтобы определить степень отслаивания. Для толстых слоев покрытия — от 250 мкм и выше — применяют испытание на отрыв по ГОСТ 32299-2025 (ISO 4624:2023) с помощью механического или гидравлического адгезиметра.
Результаты показывают, насколько хорошо была подготовлена основа. Если прибор фиксирует слабое сцепление, значит, при очистке нарушили технологию: абразив мог быть загрязнен маслом, а поверхность — плохо очищена от пыли.
Типичные ошибки при приемке
Главная угроза качеству — приемка «с земли», когда инспектор не поднимается на леса и не видит «мертвые зоны» конструкции. Без эталонных образцов контроль теряет точность и превращается в субъективный спор о вкусах.
Контроль запыленности часто считают мелочью, но именно он спасает от убытков. Незаметная глазу пыль нарушает сцепление грунта со сталью. Недостаток света только усугубляет проблему: участки с окалиной остаются в тени, и уже через год покрытие отслаивается.
Из своего опыта могу сказать, что часто встречаются ошибки, которые сводят на нет все усилия. Например, заказчик требует Sa 3, но наносит дешевую алкидную эмаль, что приводит к коррозии уже через пару лет. Или операторы используют абразив повторно, что снижает качество очистки до Sa 2. Также многие игнорируют точку росы, из-за чего конденсат портит адгезию.
Успех антикоррозийной защиты закладывается на этапе планирования. Обязательно фиксируйте в техзадании очистку до степени Sa 2,5 по ISO 8501-1 или до второй степени по ГОСТ 9.402-2004. Для точного контроля на объекте должны быть стандартные фотоэталоны, а для проверки шероховатости — компараторы.
В итоге, Sa 2,5 — это оптимальное решение, если соблюдены все этапы. Инвестируйте в контроль качества, и вы сэкономите на перекраске!
До запуска основного объема подрядчик обязан обработать пробный участок. Инспектор и заказчик подтверждают качество, устанавливая эталон для всей партии.
Расходы на пескоструйную обработку при подготовке по Sa 2.5 компенсируются долгим сроком службы покрытия — более 15 лет без перекраски, ремонтов и остановок производства из-за коррозии.